| β�������U�����۸��ޏͼӹ� |
 |
�r�� Ԫ(�����) | �a�أ���������� |
| ������ӆ����1�_ | �l؛�أ���������� | |
| �ϼܕr�g��2025-11-28 13:25:13 | �g�[����72 | |
������ʢ����Ƽ�����˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�������O��/�и��O�� | ��Ҫ�͑��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�μ� () | �֙C:17392761868 |
�Ԓ: |
����: |
| �]��:gsjgkj@163.com | ��ַ:�����Ї������ú���a�I���غ������299̖���������Ƽ����I����ʮ̖��4�� |
|
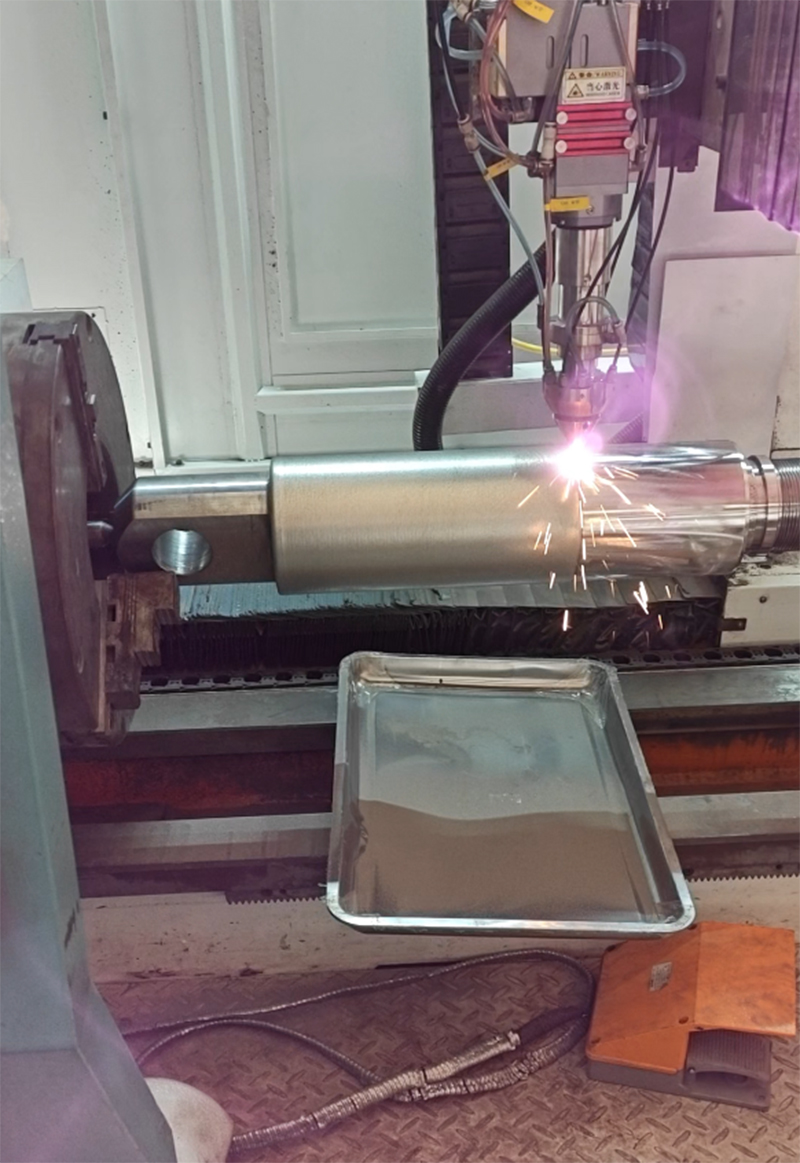
�����۸����g����һ�N���M�ı����ޏ�ˇ���ڹ��I�O���P�I�����ޏ��I��չ�F���@�����ݡ���β�������U�������@��̙Cе���IJ����L�ڳ��ܸ߉���Ħ�����g�����y�ޏͷ������僡��ᇊͿ�ȴ��ڽY�Ϗ��Ȳ��㡢��Ӱ푅^���ȱ�ݡ��������۸����gͨ�^���ܼ������c���ٷ�ĩ�ąfͬ���ã��܉F���w�c�۸��ӵ�ұ��Y�ϣ�������U�ޏ��ṩ�˄��½�Q������
һ�������۸����gԭ���c��ˇ���� �����۸��ޏ�β�������U�ĺ����������ø߹����ܶȼ������ڻ��w�����γ��۳أ�ͬ��ݔ�͵ĺϽ��ĩ���۳ȿ����ۻ����̡�ԓ�^�̾��������@�����c�����ȣ��O�����s�ٶ��γɼ����M����ʹ�ޏ͌�Ӳ������20%-30%;��Σ���Ӱ푅^������0.1-0.5mm�����ȣ���Ч������w׃��;���ߣ�ͨ�^�{������ʡ������ٶȺ��ͷ����ȅ������Ɍ��F0.3-2mm��ȵľ����ޏ͡� �c���y�價�ˇ��ȣ������۸��Ľ���Y�Ϗ��ȿ��_400MPa���ϣ��h�����僌ӵ�70-100MPa��ij���̙Cе��I���y�����@ʾ���������ޏ͵Ļ����U��ĥ������3-5����ʹ�É������L���¼���90%���ϡ����⣬ԓ���g߀�܌��F���P䓡�懻��Ͻ�ȶ���Ϗͺ��ޏͣ��M�㲻ͬ���r����
����β�������U�p�������c�ޏ��y�c (һ)�����U��ҊʧЧģʽ������ 1������ĥ�p���ܷ��������Ħ���a��0.1-0.8mm�ľ���ĥ�p 2���ֲ�������Ӳ�|�w�����댧�����0.5-3mm�Ĝϲ۠�p�� 3�����g���c��Һ�����ữ���l��ֱ��1-5mm�c��g 4��ƣ���Ѽy����׃�d�������®a�����S���Ѽy (��)�ޏ��^������˷������gƿ�i�� 1��׃�ο��ƣ��U�w�L���ȴ�200�����ϟ�ݔ������ֱ����ƫ�� 2��ұ��ȱ�ݣ��������̿��ܮa�����(��<50��m��ϸ�)��δ�ۺ� 3���ߴ羫�ȣ��ޏͺ��豣�Cֱ�������0.05mm���ֲڶ�Ra��0.8��m
���������۸��ޏ�ˇ���� �������ޏͼӹ����������P�I�h���� 1���A̎���A�� - ���ôŷ�̽���z�y�����Ѽy�������>1mmȱ���M���¿ڼӹ� - ����ϴȥ����֬����ɰ̎��ʹ����ֲڶ� - �A�÷�׃�����a����׃�� 2���۸��������� - ��45䓻��w���]����������ʣ����ֱ��������� - 懻��Ͻ��ĩ�����������ȷֲ� - ���Ԛ��w���o��ֹ���� 3���ھ��O�yϵ�y - �t��y�x���r�O���۳ض� - CCDҕ�Xϵ�y�z�y�۵���ò���Ԅ��{���ͷ����� - �l����������Ѽy������̖ 4����̎����ˇ - ȥ�����˻͚������� - ����ĥ�����C�ߴ羫�� - ������ĥ���F�R��Ч�� 5���|���z�y�˜� - ����̽���z�y�ۺ���ȱ�� - �@Ӳ�Ȝyԇ - �}�Fԇ�96С�r�o�t�P�����g�_��
�ġ����g�lչڅ�� �S������I���㲿���ޏ;��Ⱥ�����Ҫ��IJ�����ߣ�β�������U�����۸��ޏͼӹ����gҲ�ڳ��m�lչ��һ���棬���ܻ����g��u�����ڼ����۸��^�̣�ͨ�^���r�O�y�۳ضȡ��Π�ͳɷֵȅ������Ԅ��{������ʡ��ͷ����ȹ�ˇ���������F���_���ƣ�����ޏ��|���ķ����ԡ���һ���棬�������ܺϽ��ĩ�͏ͺϷ�ĩ���ϲ����аl����{�ͺϷ�ĩ�����Mһ�������۸��ӵľC�����ܣ��M��������s���r�������⣬���W�ƽ����ںϣ��Y�Ϸ���ģ�M���g�����ڼӹ�ǰ�A�y�۸��ӵ����ܺ��|����������ˇ�������s���аl�����a���� �� ? |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |