�Ҽ�ͨ | �����ИI(y��) | ������I(y��) ����Ҽ�ͨ��������p��! �����M(f��i)ע��(c��) ����ꑼҼ�ͨ
���O(sh��)�����
| ���ƻ����U�����۸��ޏ�(f��)�ӹ���ˇ�^�̼����g(sh��)Ҫ�c(di��n) |
 |
�r(ji��)�� Ԫ(�����) | �a(ch��n)�أ���������� |
| ������ӆ����1�_(t��i) | �l(f��)؛�أ���������� | |
| �ϼܕr(sh��)�g��2025-11-28 13:18:22 | �g�[����72 | |
������(gu��)ʢ����Ƽ�����˾
 |
||
| ��(j��ng)�I(y��ng)ģʽ�����a(ch��n)�ӹ� | ��˾��ͣ�˽�I(y��ng)����؟(z��)�ι�˾ | |
| �����ИI(y��)�������O(sh��)��/�и��O(sh��)�� | ��Ҫ�͑��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| (li��n)ϵ��:�μ� () | �֙C(j��):17392761868 |
�Ԓ: |
����: |
| �]��:gsjgkj@163.com | ��ַ:�����Ї�(gu��)�����ú���a(ch��n)�I(y��)���غ������299̖(h��o)���������Ƽ���(chu��ng)�I(y��)����ʮ̖(h��o)��4�� |
|
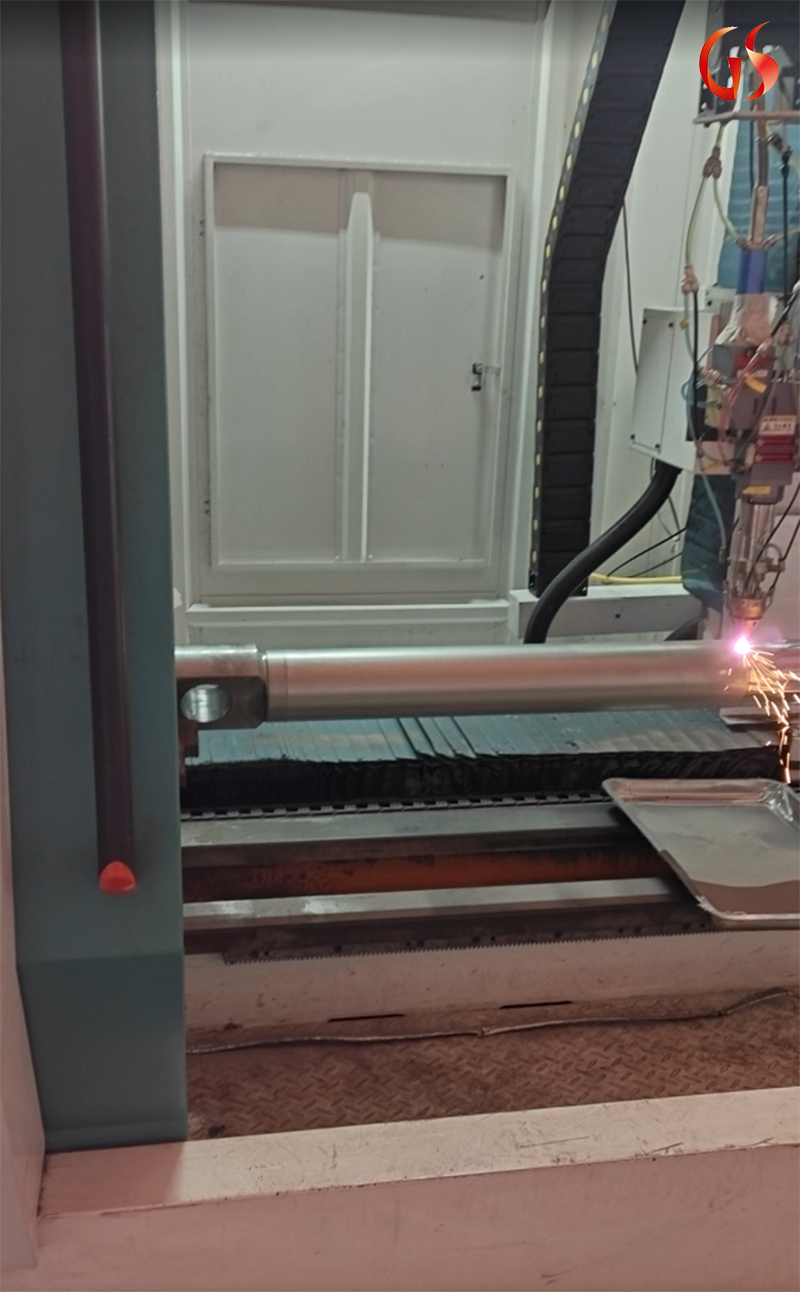
һ������ ���ƻ����U����Һ��֧�ܵ��O(sh��)����P(gu��n)�I��������ú�V�_�ɵȏ�(f��)�s���r���L(zh��ng)�ڳ��ܽ�׃�d�ɡ�Ħ�����g���ã��O�׳��F(xi��n)����ĥ�p�����������g�ȓp������(d��o)���O(sh��)���ܷ������½����\(y��n)��Ч�ʽ�����������ͣ�C(j��)�����y(t��ng)�ޏ�(f��)�������僡��ᇊͿ�ȴ��ڽY(ji��)�Ϗ�(qi��ng)�ȵ͡�Ϳ�Ӻ�����ޡ��a(ch��n)������Ѽy��ȱ�ݡ��������۸��ޏ�(f��)�ӹ����g(sh��)�{���䪚(d��)�صă�(y��u)��(sh��)���ɞ������ƻ����U��Ч�ޏ�(f��)�������x���O(sh��)��Ŀɳ��m(x��)�\(y��n)�кͳɱ������ṩ���������ϡ�
�������ƻ����U�����۸��ޏ�(f��)�ӹ���ˇ�^�� (һ)�ޏ�(f��)ǰ��(zh��n)�� �����A(y��)̎������(du��)�p�������ƻ����U�M(j��n)�Џص���ϴ��ȥ���������ۡ��F�P���s�|(zh��)���ɲ��û��W(xu��)��ϴ������ϴ�ķ�ʽ��Ȼ��ͨ�^�C(j��)е��ĥ���������ĥ�ֲڣ��ֲڶȿ����� Ra 6.3 - 12.5��m���������۸����c���w�ĽY(ji��)������ �p���u(p��ng)����ʹ�Ì��I(y��)�Ĝy(c��)��?j��)x���������S����x�����ߵȣ���(du��)�����U��ĥ�p�����g��λ���̶��M(j��n)�о��_�y(c��)�����u(p��ng)�����_���۸��^(q��)��������۸��Ӻ�ȣ�����m(x��)��ˇ����(sh��)�O(sh��)���ṩ����(j��)�� (��)�����۸����� 1���A(y��)�û��ͷ۷�ʽ�x�� �A(y��)�÷������۸���ĩ������A(y��)���ڻ����U���ޏ�(f��)���棬�ɲ���ˢͿ����Ϳ�ȷ�ʽ��ԓ�����m��С��e���Π(ji��n)�ε��ޏ�(f��)�^(q��)��ĩ�������^�ߣ���Ϳ�Ӿ���������(du��)�^� ͬ���ͷ۷���ͨ�^�ͷ�������ĩֱ�����뼤���۳أ���(sh��)�F(xi��n)��ĩ�c�����ͬ�����á��˷����m���ڴ���e����(f��)�s�Π���ޏ�(f��)���܉_�����ͷ��������C�۸��ӵľ����Ժ��|(zh��)����(w��n)���ԡ� 2�������۸�����(sh��)�O(sh��)�� ����ʣ�һ���� 1 - 3kW ֮�g�������^����(d��o)�»��w�^���ۻ������F(xi��n)׃����������;�����^�̈́t�۸������c���w�o������ۺϣ��Y(ji��)�Ϗ�(qi��ng)�Ȳ��㡣 �����ٶȣ�ͨ�������� 5 - 20mm/s�������ٶ��^���(hu��)ʹ�۸��Ӻ�Ȳ����Y(ji��)�ϲ��ι�;�����ٶ��^���t��(hu��)���ӟ�ݔ�룬��(d��o)�»��w��Ӱ푅^(q��)�^�a(ch��n)��׃�κ��Ѽy�� �ͷ����ʣ�����(j��)�ޏ�(f��)Ҫ��ͼ�����{(di��o)����һ���� 5 - 20g/min���ͷ��������c����ʺ͒����ٶ���ƥ�䣬�Ա��C�۸��ӵ��|(zh��)�������ܡ� (��)��̎�� ��̎���������۸������U��������^��Ě�����(y��ng)����ͨ�^�ػ�̎��(�ض�һ���� 180 - 250�棬���� 2 - 4 С�r(sh��))����Ч����������(y��ng)���������۸��ӵĽM�������ܣ�������g�Ժ�ƣ�ڏ�(qi��ng)�ȡ� �C(j��)е�ӹ�������ĥ��������șC(j��)е�ӹ����������۸��Ӽӹ�������ߴ�;��ȣ�����ֲڶ��_(d��)�� Ra 0.8 - 1.6��m���M������U��ʹ��Ҫ��
���������۸��ޏ�(f��)�ӹ��P(gu��n)�I���g(sh��)Ҫ�c(di��n) (һ)�۸������x�� ����(j��)���ƻ����U�Ĺ����h(hu��n)��������Ҫ���x����m���۸����ϡ����õ��۸�������懻��Ͻ�Ⓕ��Ͻ��F���Ͻ�ȡ�懻��Ͻ�������õ���ĥ�ԡ����g�Ժߜ�����;Ⓕ��Ͻ��ڸߜء���(qi��ng)���g�h(hu��n)���±��F(xi��n)��(y��u)��;�F���Ͻ�ɱ��^�ͣ��m����һ�㹤�r�µ��ޏ�(f��)�����磬��ú�V���³����и��g�Խ��|(zh��)�ĭh(hu��n)���У��x���t���f��Ԫ�ص�懻��Ͻ������۸����ϣ����@��������U�����g���ܡ� (��)�۸����|(zh��)������ ��ֹ����Ѽy�a(ch��n)������(y��n)����Ʒ�ĩ�����ȡ����Ⱥͺ�ˮ�����������ĩ���s�|(zh��)��ˮ�����۸��^���Юa(ch��n)����ס���(y��u)�������۸���ˇ����(sh��)�����Ɵ�ݔ�룬�p���۸��ӵ���s�ٶȣ���ֹ��ᑪ(y��ng)���^��a(ch��n)���Ѽy��ͬ�r(sh��)�����۸�ǰ��(du��)���w�M(j��n)���A(y��)��(�ض�һ���� 100 - 200��)���۸����M(j��n)�о���̎��������Ч���͟ᑪ(y��ng)�����p���Ѽy�Įa(ch��n)���� ���C�۸��Ӿ����ԣ�ͨ�^���_�����ͷ���������ʺ͒����ٶȵķ�(w��n)���ԣ��Լ����ú����Ē���·��Ҏ(gu��)��������ô�Ӓ��跽ʽ������ʿ����� 30 - 50%���ɱ��C�۸��ӵĺ�Ⱥ����ܾ���һ�¡�
�ġ���(y��ng)�ð������� ijú�V��I(y��)��Һ��֧�����ƻ����U��ʹ��һ�Εr(sh��)�g���F(xi��n)����eĥ�p��ĥ�p����_(d��) 1 - 2mm����(d��o)��֧���ܷ������½����l�����F(xi��n)Һ��й©���}�����ü����۸��ޏ�(f��)���g(sh��)���x��懻��Ͻ��ĩ�����۸����ϣ�ͨ�^�����O(sh��)������ʡ������ٶȺ��ͷ����ʵȹ�ˇ����(sh��)����(du��)ĥ�p��λ�M(j��n)���ޏ�(f��)���ޏ�(f��)��Ļ����U����ƽ�����۸��Ӻ�Ⱦ���(j��ng)�z�y(c��)���۸����c���w�Y(ji��)�Ϗ�(qi��ng)�ȸߣ�Ӳ���_(d��)�� HRC 50 - 55����ĥ���@����ߡ�Ͷ��ʹ�ú�ԓ�����U�\(y��n)�з�(w��n)����Һ��й©���}�õ���Ч��Q��ʹ�É������L(zh��ng)�� 2 - 3 ��������I(y��)��(ji��)ʡ�˴����O(sh��)����Q�ɱ���
�塢�Y(ji��)Փ ���ƻ����U�����۸��ޏ�(f��)�ӹ����g(sh��)�{���䪚(d��)�ص�ԭ����ˇ��(y��u)��(sh��)���ڽ�Q�����U����p�����}��������@��Ч����ͨ�^�����x���۸����ϡ���(y��u)����ˇ����(sh��)�͇�(y��n)������۸����|(zh��)�����܉�?q��)��F(xi��n)�����U�ĸ�Ч�ޏ�(f��)��������������ú�V���ИI(y��)���O(sh��)��S�o(h��)�Ϳɳ��m(x��)�l(f��)չ�ṩ����Ҫ�ļ��g(sh��)֧�֡��S�����⼼�g(sh��)�IJ���l(f��)չ�����ƣ������۸��ޏ�(f��)�ӹ����g(sh��)�����ƻ����U�������C(j��)е�㲿���ޏ�(f��)�I(l��ng)��?q��)����и��V韵đ�(y��ng)��ǰ���� |
| ���(qu��n)����������չʾ����Ϣ�ɕ�(hu��)�T�����ṩ����(n��i)�ݵ��挍(sh��)�ԡ���(zh��n)�_�ԺͺϷ����ɰl(f��)����(hu��)�Tؓ(f��)؟(z��)���C(j��)�֮�Ҍ�(du��)�˲��Г�(d��n)�κ�؟(z��)�Ρ� �������ѣ���Ҏ(gu��)��ُ�I�L(f��ng)�U(xi��n)�����h����ُ�I���P(gu��n)�a(ch��n)Ʒǰ��(w��)�ش_�J(r��n)����(y��ng)���Y�|(zh��)���a(ch��n)Ʒ�|(zh��)���� |

�C(j��)�֮�ҾW(w��ng) - �C(j��)��ИI(y��)��(qu��n)���W(w��ng)�j(lu��)����ý�w
�P(gu��n)���҂� | (li��n)ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ��(hu��)�T���� | ���M(f��i)朽�Copyright 2026 jdzj.com All Rights Reserved??���g(sh��)֧�֣��C(j��)�֮�� ����(w��)�ᾀ��0571-87774297
�W(w��ng)վ��(j��ng)�I(y��ng)�S���C:��B2-20080178