| �S����D�~Ƭ�����۸��ޏ͵Ę˜ʹ�ˇ���� |
 |
�r�� Ԫ(�����) | �a�أ���������� |
| ������ӆ����1�_ | �l؛�أ���������� | |
| �ϼܕr�g��2025-11-27 13:21:46 | �g�[����86 | |
������ʢ����Ƽ�����˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�������O��/�и��O�� | ��Ҫ�͑��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�μ� () | �֙C:17392761868 |
�Ԓ: |
����: |
| �]��:gsjgkj@163.com | ��ַ:�����Ї������ú���a�I���غ������299̖���������Ƽ����I����ʮ̖��4�� |
|
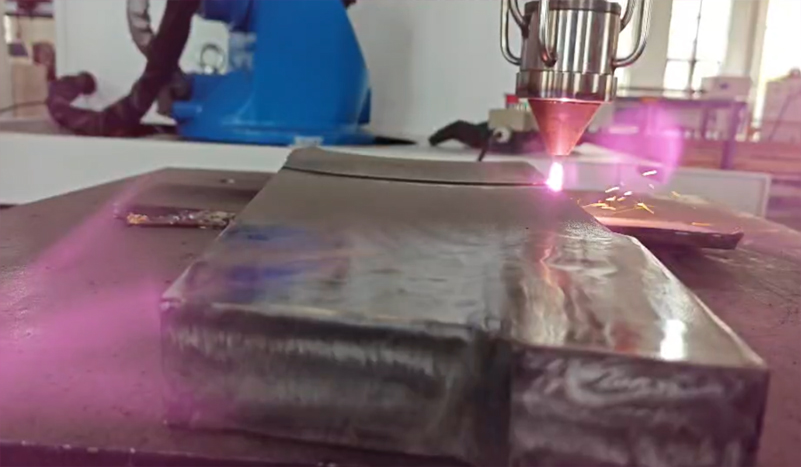
�S����D�~Ƭ�������۸��ޏ���һ�ϵ�y�Թ��̣��������ѭ ��ǰ���u�� - �A̎�� - �۸��ӹ� - ��̎�� - �|���z�y����ȫ���̿��ƣ��_���ޏ��|�������ɿ���������w��ˇ���̣� 1���ޏ�ǰ�u���c�����ƶ� �چ����ޏ�ǰ���茦ʧЧ���S����D�~Ƭ�M��ȫ���u�������_�ޏ�Ŀ���c���g�������@�Ǵ_���ޏͳɹ���ǰ� (1)��ʧЧ���� ͨ�^���^�z��(�����ۻ�Ŵ��R�^������Ƿ������@ĥ�p���Ѽy�����䡢���g���E)���o�p�z�y(��B�z�y PT �Ų����С�Ѽy���ŷۙz�y MT �z�y�F���Բ��Ͻ�����ȱ�ݡ������z�y UT �Д��Ȳ����A�s)�����ʴ_��ʧЧ��ʽ�� (2)���������Д� ����ʧЧ�̶��c���w��B�Д��~Ƭ�Ƿ�߂��ޏ̓rֵ���ޏͺ��ʹ������������u���ޏ͌ӵ�ƣ�������Ƿ��_�ˣ������ޏͺ���ڃ��ٴ�ʧЧ�� (3)�������ƶ� ���_�ޏ�Ŀ�ˣ��_�����ļ��g����;�۸������x�������w���|�c���rƥ��;����ʡ����ֱ�����ͷ����ȼ��Ⅲ��;�o����ˇҎ�����Д��Ƿ���Ҫ�A�ᡢ��ᣬ�_�����o���w����c������
2���A̎���������ޏ��ϵK���_�����w���� �A̎���ĺ���Ŀ����ȥ�����w�����s�|�cȱ�ݣ����۸����c���w�����ýY�τ���l������Ҫ�������²��E�� (1)���������� ����������ᘌ��S��~Ƭ����������͡������ͻ����ۣ����ó�����ϴ���_������o�͝n���� ���� �������۸��^���Е��ܟ�]�l�������۸��Ӯa�����; ����Ƥ�c���g�a�������������L��ʹ���γɵĺ�����Ƥ���Ȳ��Ç�ɰ̎�������ý�ĥ�C���ɲ�����ϴ���ٺ��̎��; ����̎����������IJ�����ص�������۸��rˮ�����l�a������ ���� ������⣬Ҳ�ɲ��É��s�՚ⴵ�߱��棬����ע���~Ƭ�������S�i�ϲ۵��eˮ��λ�� (2)��ȱ��̎�� �Ѽy̎���������o�p�z�y��ӛ���Ѽyλ�ã��ý�ĥ�C���Ѽy�����_�O ��V �͡� �� ��U �͡� �¿�;�¿ڼӹ����ٴβ��ÝB�z�y PT �_�J�Ѽy����ȫ���;���ڼ�С�Ѽy(����<0.1mm)���ɲ���늻ӹ��M���Ѽy�U�ף��������¿�; ����ƽ��̎����ᘌ�ĥ�p�������S�i���~Ƭ���棬����܇��(�S���)��㊴�(�~Ƭƽ��)�M�дּӹ�����ĥ�p����܇����ƽ����B��ͬ�r�A�� 0.5-1mm ���۸�����;�ӹ������ֲڶȣ��_�����������ɾ��������ڻ��w���棬��������氼��ƽ���¾ֲ��۸����㡣 (3)�����b�̶� �S����D�~Ƭ�������D��B���M���۸�(�_���A�ܷ����۸��Ӻ�Ⱦ���)�������ͨ�^���ù��b���F���ʹ̶��cͬ�S��λ��
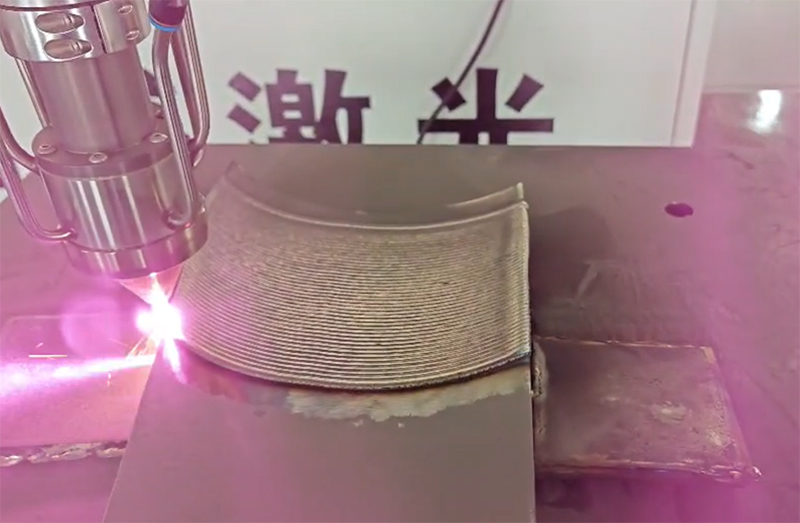
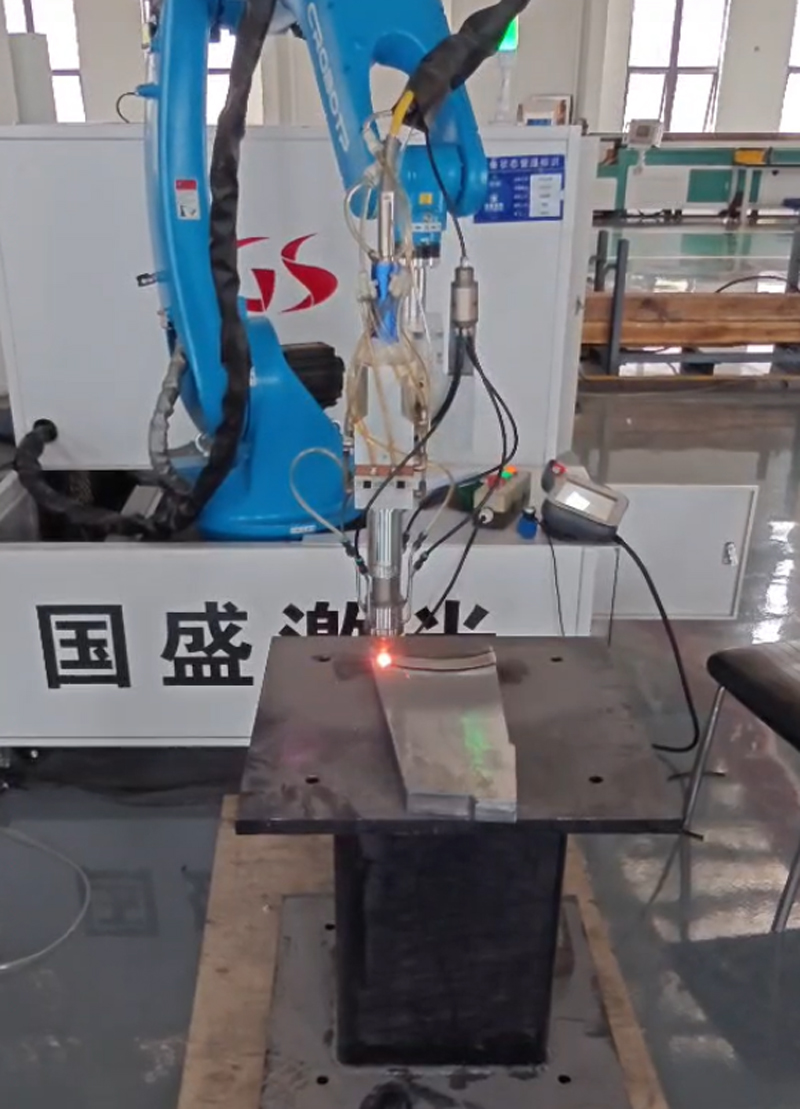
3���۸��ӹ������ʿ��ƅ��������F���|���۸� �۸��ӹ��Ǻ��Ĉ��Эh���������Д��ؼ����۸��O�䣬ͨ�^���������c�^�̱O�أ��_���۸����|���� (1)���O���{ԇ�c�������� �O���A����Ӽ���l�������A�� 30-60min��������ݔ�����ʷ���;�z���ͷ�ϵ�y�����������۸���ĩ���yԇ�ͷ��������ԣ��_���ͷ۹ܟo����;�z�鱣�o���wϵ�y���yԇ�������; ����ԇ�ۣ��xȡ�����ǹ����^���M��ԇ�ۣ�ԇ�ۺ��^���۸������^(�Ƿ�ƽ�����Пo��ס��Ѽy��δ�ۺ�)����Ӳ��Ӌ�z�y�۸���Ӳ�ȣ��ý����@�R�^��Y�Ͻ���(�Ƿ��ұ��Y�ϣ��o���@�p϶);����ԇ�۽Y���������� ���� ���磬���۸��ӳ��F��ף����m�����͒����ٶȻ����ӱ��o���w����;���Y�Ϗ��Ȳ��㣬�������ʻ������A��ضȡ� (2)����ʽ�۸� �۸����Ҏ������ѭ ����ɢ��ݔ�롢�p�ّ����� ԭ�t���S������� ���ăɶ������g�� �� ���؈A�ܷ����������M�� ���۸����;�~Ƭ�������ޏ��~Ƭ���������ޏ��~Ƭ�����棬����ޏ��~��; ���۸����ƣ����۸���ȳ��^ 3mm�����÷��۸�(ÿ�Ӻ�� 0.5-1mm)��ÿ���۸�����Ȼ��s���Ҝ�(���A��ض�)���M����һ�ӣ�������g�ض��^�ߌ������B��;�����ɌӵĒ��跽���e�_ 90�㣬�p���۸��ӃȲ���������;�۸��^���У��üt��y�x���r�O�y�۳ض�; �^�̱O�أ�ͨ�^�O���Ԏ���ҕ�Xϵ�y�^���۳ؠ�B�����l�F�۳ز�������������ͣ���I���z�鱣�o���w�������ͷ۠�B���{�����������^�m;���ڴ��Ͳ������ɷֶ��۸����p�����w׃�Ρ� (3)�����o��ʩ ���Ԛ��w���o������ ��ͬ�S���o + �ȴ����o�� �p��ϵ�y �h�����ƣ������_��܇�g���I�������ױ��oœ;����Ҫ��O�ߵĺ��հl�әC�~Ƭ���������]�Ķ��Ԛ��w���o����M���۸���
4����̎���������������֏;��ȣ�����ʹ������ �۸��ӹ���ɺ���������ܴ��ڑ������С��ߴ�ƫ�����ֲڵȆ��}����ͨ�^��̎�탞�������c���ȣ��_���M���b���cʹ��Ҫ����Ҫ�������²��E�� (1)����������̎�� �����۸��� �����ټӟ� - ������s�� ���ԕ�ʹ�۸����c���w�g�a���ᑪ�����������r�����������۸����_��(�����Ӳ�ȡ��ߴ����۸�����)��ʹ���^��������˥�p�� (2)���ߴ��ޏ��c�����{�� �۸��ӱ������һ����ƽ���ȣ��Һ�ȿ��ܴ���Сƫ���ͨ�^�Cе�ӹ��֏��OӋ�ߴ��c���ȣ� (3)�����������c���^���� �s�|�������É��s�՚ⴵ�ӹ��a�����Fм���ۉm�����þƾ����ñ��棬ȥ�������c������м;�����~Ƭ�������S�i�ϲ۵����ǣ��ø߉�ˮ���_ϴ������ܛëˢ�����������s�|����Ӱ��b��; ߅�����������ֳ�ɰ݆�C���S��������߅�����¿��^��̎�M�е���̎����������J��nj��������л������ˆT;�����������|���_�J�oë�̡��o���У����^ƽ���⻬�� |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |