| �ۯB�ռ{��ģ��/�����x�� |
 |
�r��400000 Ԫ(�����) | �a�أ��㽭�_���� |
| ������ӆ����1�� | �l؛�أ��㽭�_���� | |
| �ϼܕr�g��2023-08-05 10:10:38 | �g�[����87 | |
�_�����S�rСϼģ������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI��ģ�� | ��Ҫ�͑��� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:ꐿ� () | �֙C:18857609316 |
�Ԓ: |
����: |
| �]��:422569987@qq.com | ��ַ:�㽭�S�r���ǹ��I�^18857609316 |
|
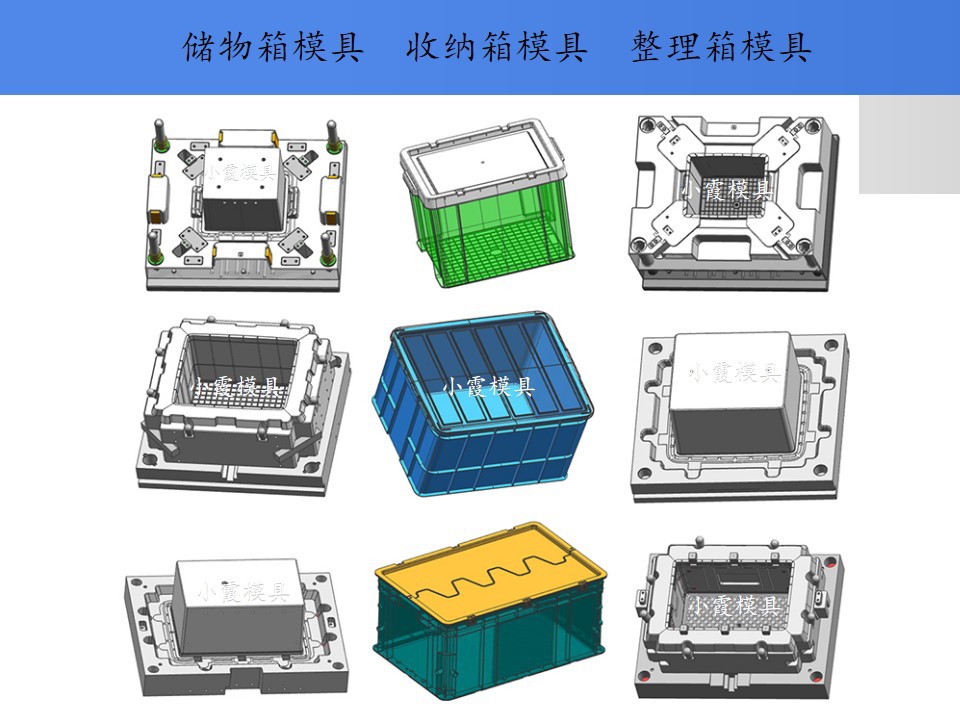
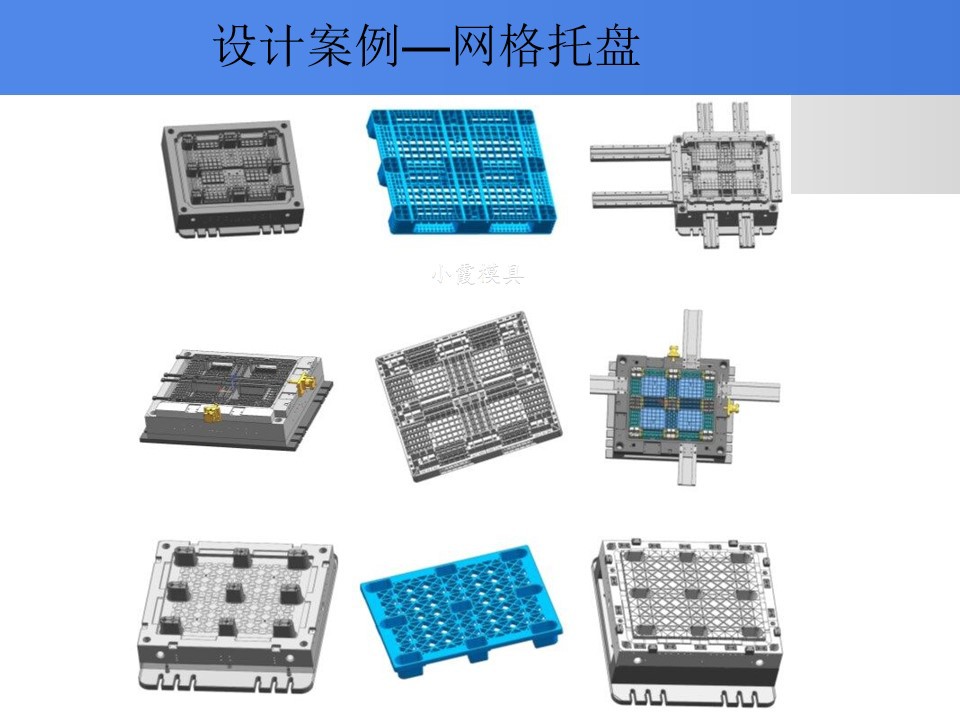
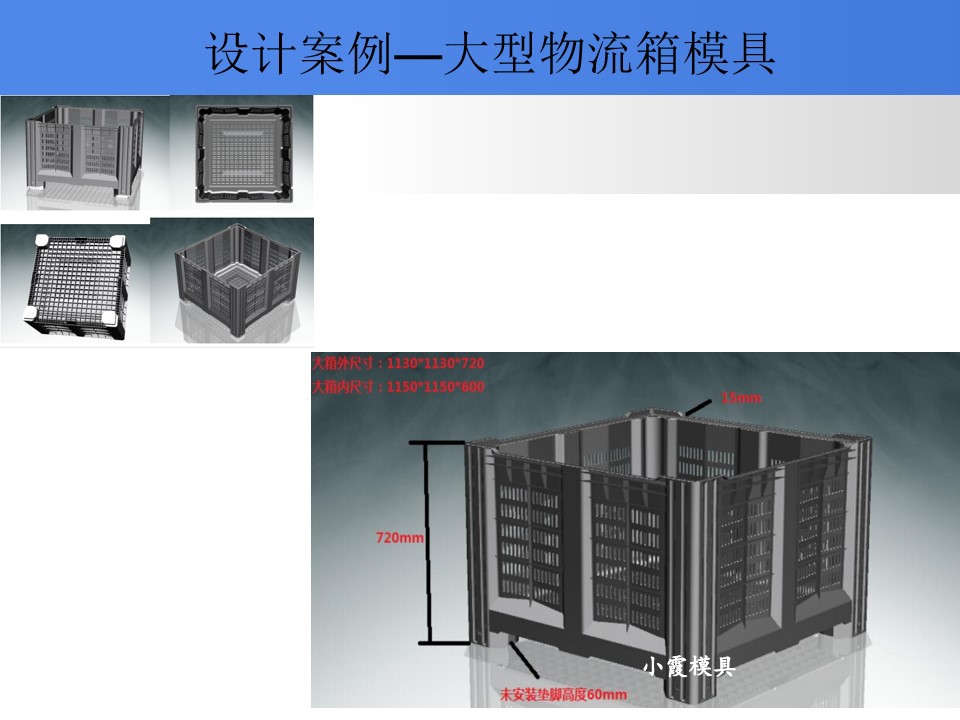
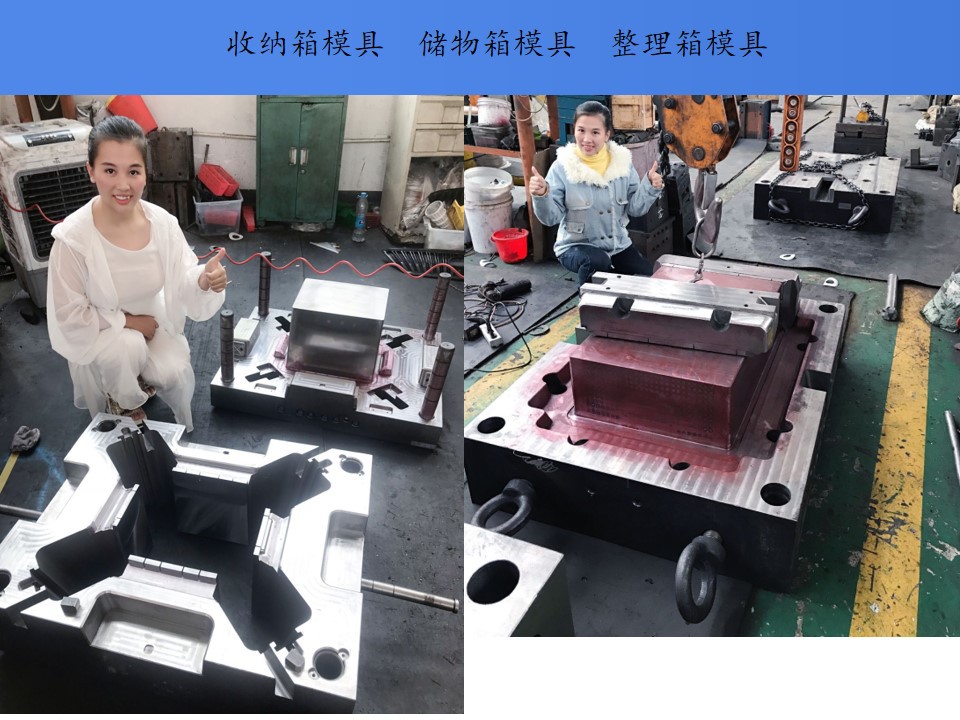
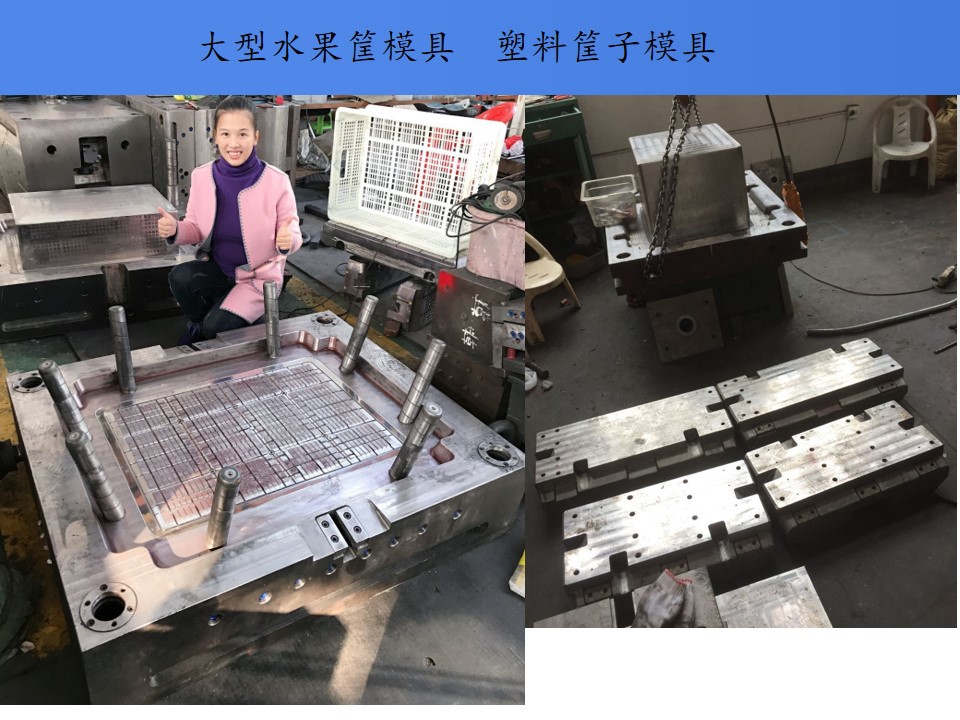
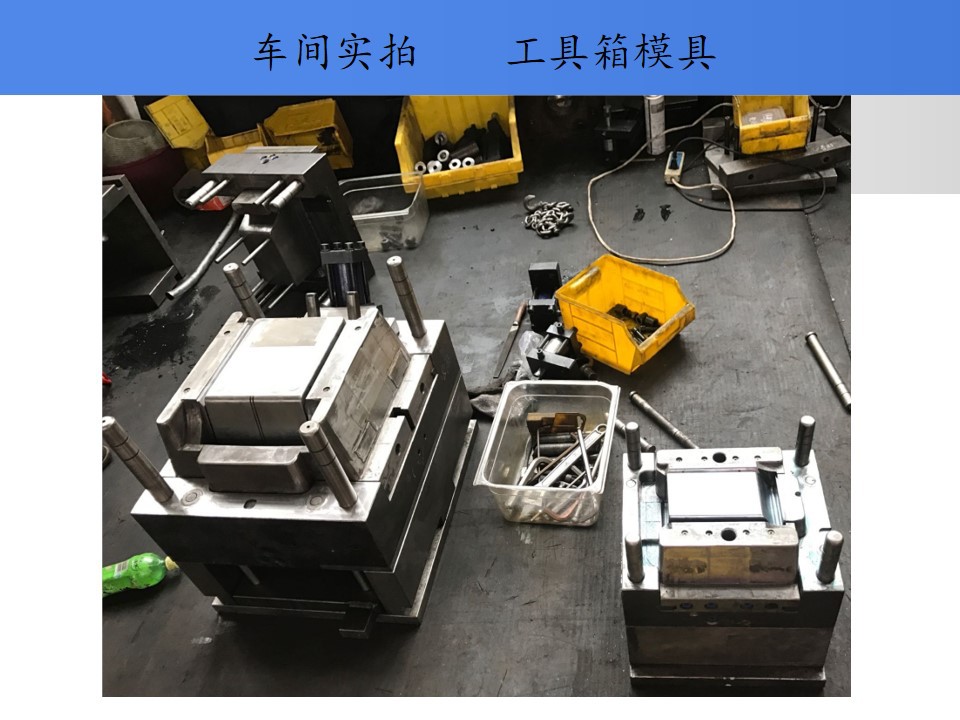
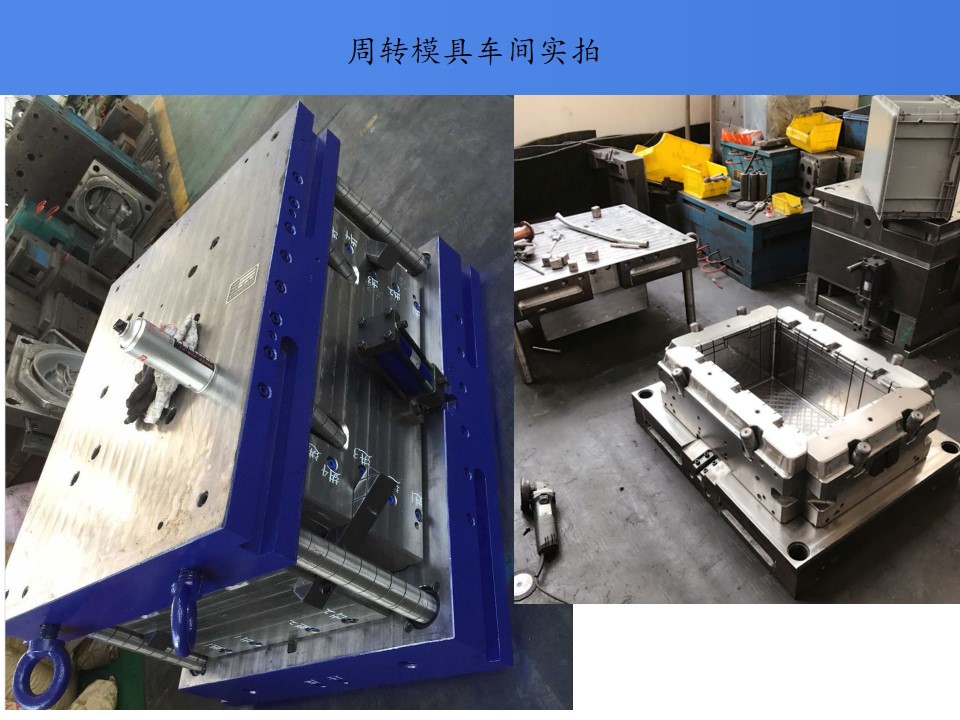
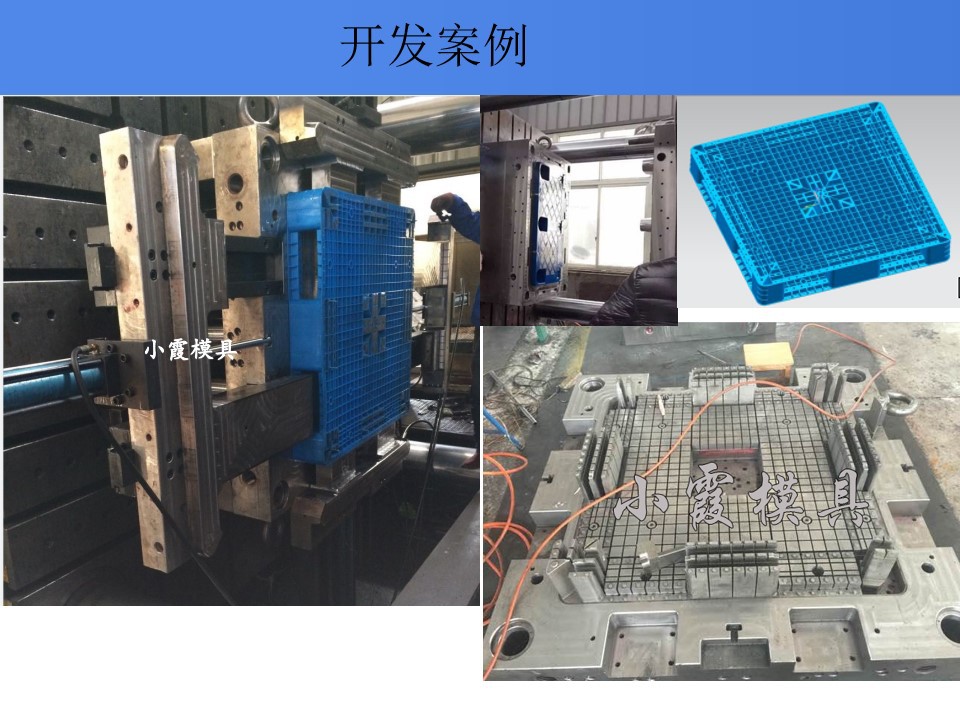
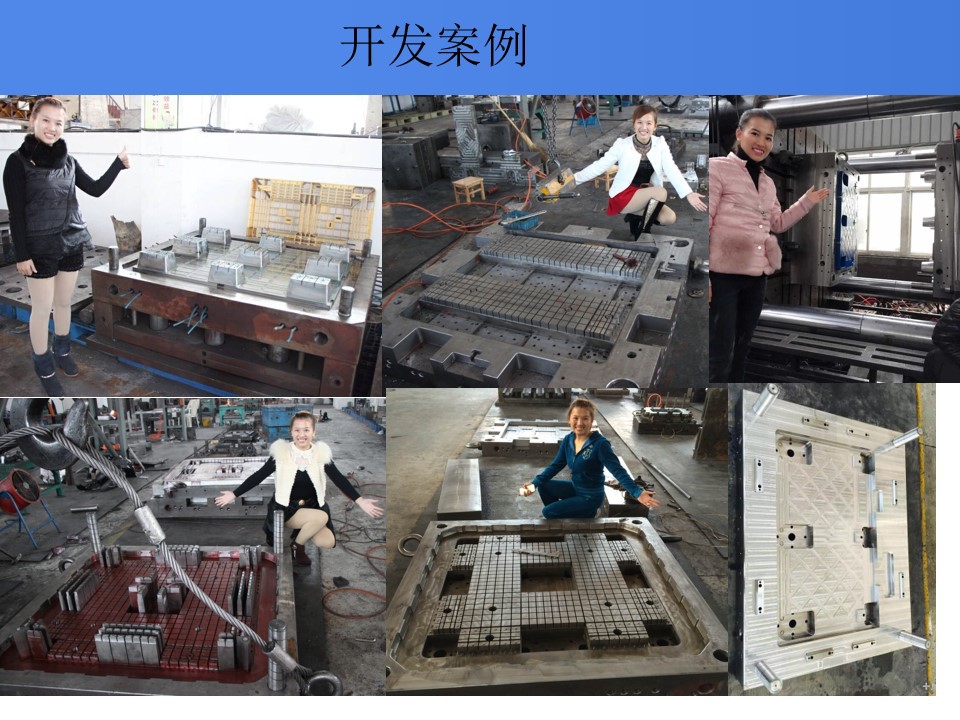
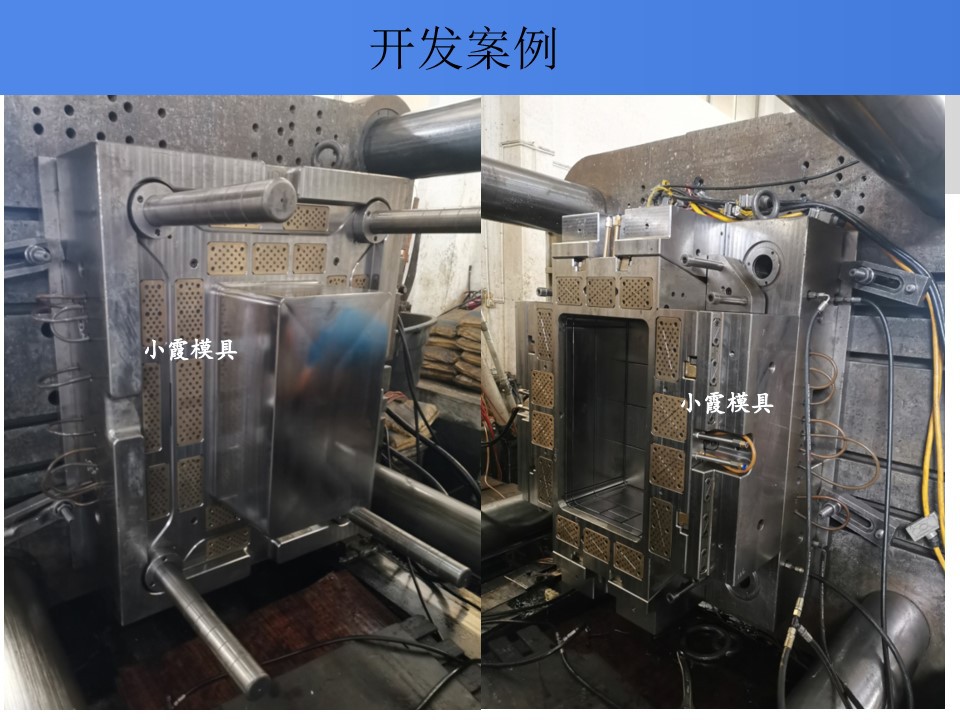
�ۯB�ռ{��ģ��/�����x��
���D��ע��ģ��
��ܰ��ʾ������r��ע��ģ����ԃ�ᾀ��18857609316 ꐿ����ᾀ��0576--89881100�� Сϼģ���Џ����OӋ�Fɽ��ܣ��ṩ��Ʒ�����ߣ����S�D�������S�D�������Ԉ�r�_ģ���gӭ������ԃ��r��
�������OӋҪ�c�� �����׃ȿמ�A�F��(2--6��)���❍����Ra=1.6��0.8um���F����m����̫����ɉ����p�٣��a�����������M�՚�a����ף��F���^С��ʹ�����������ע�����y�� �����ڏ����șC�_�������1��2mm������e�暈�ϣ���ɉ����½��������ה࣮ һ���ڝ����״���O�õ��A��(R=1��3mm)�������������� �������c�C�_������|̎���OӋ�ɰ����ΰ��ӣ���ȳ�ȡ3��5mm��ע�❲���װ돽��ע��돽��1��2mm��һ��ȡR=19��22mm֮�g���Է����z�� �������M���̣��Ԝp�����ϻ����ϣ��p�ى����͟����pʧ�� �������M������ƴ�K�Y�����Է������M��ӿp�����Óģ���y�� ������������c�ߜ����Ϻ����췴�ͽ��|����ײ��ɓp�ģ�һ�㝲�����x��䓲ļӹ�������̎���� ����ʽ�ж�N����ҕ��ͬģ�߽Y�����x��һ�������̶���ģ���ϣ��Է����a�Н������D�ӻ����� �����������������B�Ӳ��֣������������͝���֮�g����������D�����ã��������ډ����pʧС����r�£��������������^���͵�����̎��ģ�����ڽ���e��ȵėl���£�������֮���L�L���A�ζ̣���e��̫С���������������٣����L��ģ�r�g������ɮaƷȱ�ϣ��������y�����sˮ�� ��̫���e���^�����w���������ϣ����L���a���ڣ��������aЧ�ʣ����ڲ�ͬ���ϲ��|����������������ͬ������һ���OӋԭ�t���������ı���e�c���w�e֮��ֵС�����ڷ������L��һ������r�£�Ҫ��������ı���e�����e�c�����e֮��ֵС�� ��������ʽ�ж�N���������Ϻ�ģ�߽Y����ͬ������������ʽ�ЈA�Σ���A�Σ����Σ����Σ����Σ�����߅�Σ��OӋ�r����ԭ�t�� �ڗl�����S�£�����������e�M��С���L�ȱM���̣� �������^�L�r������ĩ���O������Ѩ�����ݼ{���ϺͿ՚��M�룬������Ѩ��һ����O�����ϗU���Ա����z��Óģ�� �ڶ���ǻģ���У����������M������һ�£��L�ȱM���̣�����������e�����ڸ�����������e֮�ͣ� ����治Ҫ���^�ݹ⻬(Ra=1.6����)�������ڱ��أ� ��������^���r�������]���O�����F���ɱ�����������ֱ�ӛ_����ǻ��Ҳ�ɱ������ϼ��D��ʹ����ƽ���^�� ������һ�����ƽ��ʽ��ʽ�ֲ�����r�ɲ��÷�ƽ�ⷽʽ��Ҫ�����ǻͬ�r�����M�z�����оo�������̶̣��Ԝp��ģ�߳ߴ磮
���ڣ�2023-8-5 �x
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |