| ���܇���Ч�ʸ�,���������A��CBN܇��Ƭ |
 |
�r�� Ԫ(�����) | �a�أ����������� |
| ������ӆ����1Ƭ | �l؛�أ����������� | |
| �ϼܕr�g��2018-03-23 18:17:24 | �g�[����455 | |
�����A�ⳬӲ��������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�����ص��� | ��Ҫ�͑����Cе�ӹ��S�����N�� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:��Ůʿ (С��) | �֙C:15617638511 |
�Ԓ: |
����: |
| �]��:3586073544@qq.com | ��ַ:����ʡ�����и�� ^�L��·�cˎ�S�ֽ���ڇ��Ҵ�W�Ƽ��@�аl5̖��B�� |
|
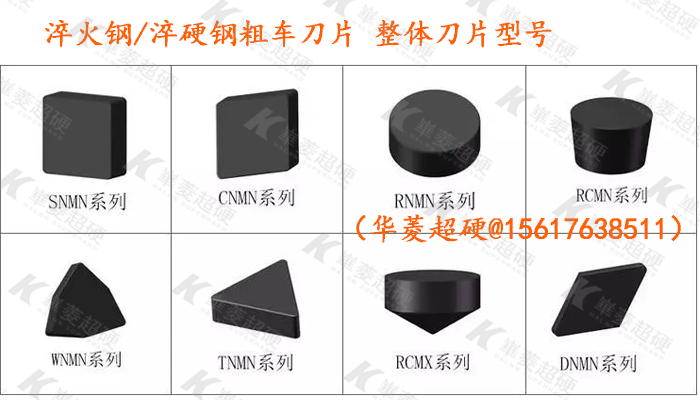
���܇���Ч�ʸ�,���������A��CBN܇��Ƭ�����Ĺ�����ʲô��܇�ã�ʹ��YG8�Ͻߣ����^��ȥ���¾Ͳ����ã���������y܇�ӹ���YS8Ҳ܇���ˎ��¾�ĥ�p���أ���Ҫ��ĥ���l���Q������������|����ֱ�ӳ��F�������ӹ�Ч�ʵ��£��˹��ɱ��ߡ������ӹ���߀���ԣ������ӹ��r���ӹ����Ȳ��λ�����y�Ա��C�����Ĺ���Ӳ��HRC45-79���m��ʹ��CBN��Ӳ����܇Ч���ã���QӲ�|�Ͻ�Ƭ��Ϳ�ӵ�Ƭ���մɵ�Ƭ�����ã�����ĥ�p�^��Ҫô������Ҫô���������Ć��}��
܇ģ��䓴��Ӳ��58-62����ʲô��Ƭ�ã�ʹ��YT726/YT30�Ͻ߲����ã���Ƭĥ�p�^��Ҫô������Ҫô����������܇ģ��䓴��Ӳ��58-62�ȵĹ����r�m���x���A�ⳬӲ���Ϲ�˾���Ƶ�BN-H10��BN-H21��BN-S20���|���ص�Ƭ����܇�x�Ïͺ�PCBN��Ƭ����܇���Ե������x�����w��Ƭ��������b�A���w������Ƭ�ĵ��Uʹ�ã���
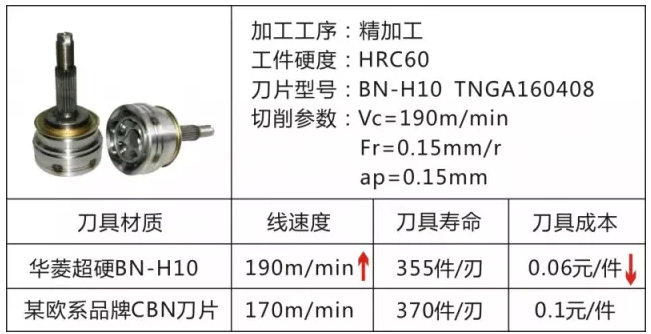
Cr12MoVģ��䓴���HRC60-65�ȣ����ӹ��m����ʲô���|�ĵ��ӹ����A�ⳬӲ���Ϲ�˾���Ƶ�BN-H10��BN-H21���|���ص�Ƭ���C�A��Ƭ���ɏV��������HRC45-HRC79��֮�g�IJ��|cr12mov ģ��䓺ͳ����Ͻ�����У���Q���yӲ�|�Ͻ�Ƭ�ӹ�cr12mov ģ��䓻��Ͻ���ϕrЧ�ʵͣ��l�����Q��Ƭ���ӹ����Ȳ��λ�����y�Ա��C�Ć��}����QӲ�|�Ͻ�Ƭ��Ϳ�ӵ�Ƭ���մɵ�Ƭ�����ã�����ĥ�p�^��Ҫô������Ҫô���������Ć��}��
�A�ⳬӲ����CBN��Ƭ�ӹ����䓵ĬF��������
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |