| ����܇��܇�������ʲô��Ƭ��܇�ӹ�����䓵ĵ�Ƭ�������� |
 |
�r�� Ԫ(�����) | �a�أ����������� |
| ������ӆ����1Ƭ | �l؛�أ����������� | |
| �ϼܕr�g��2018-02-25 16:05:13 | �g�[����1151 | |
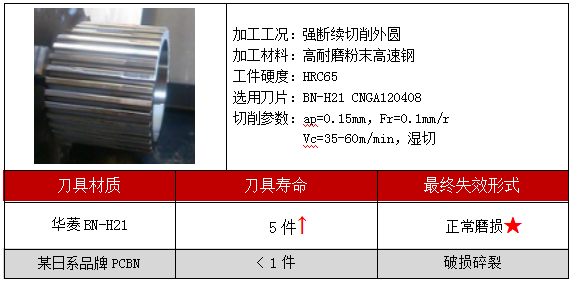
�����A�ⳬӲ��������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�����ص��� | ��Ҫ�͑����Cе�ӹ��S�����N�� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:��Ůʿ (С��) | �֙C:15617638511 |
�Ԓ: |
����: |
| �]��:3586073544@qq.com | ��ַ:����ʡ�����и�� ^�L��·�cˎ�S�ֽ���ڇ��Ҵ�W�Ƽ��@�аl5̖��B�� |
|
����܇��܇�������ʲô��Ƭ��܇�ӹ�����䓵ĵ�Ƭ����������һ����Ϳ��Ӳ�|�Ͻߡ��մɵ�Ƭ��cbn��Ƭ�ӹ�����䓡�ᘌ�����䓴��ǰ��Ӳ�ȵIJ�ͬ׃�����x�ø��齛�����õĵ��ӹ�Ч���á� �ӹ�����䓵ĵ�Ƭ���|�x�� 1.Ϳ��Ӳ�|�Ͻ��m�ϼӹ�HRC45���µĸ���䓲��|���������������v��������������߃r��ͣ����Ǽӹ�Ч�ʵͣ�ʹ��CBN��Ƭ������N�����ϣ���Ӳ�ȸ���HRC45���ϵĸ���䓼��͟o���M�������ӹ���܇���ӡ� 2.�մɵ�Ƭ�������ٶ�Ҫ�ߣ��������մɵ�Ƭ�^�࣬����Ӳ�Ȳ�����Ĵ�����䓼����մɵ�Ƭ�ߵ�ĥ�p�^�죬�ґ��M��������m��������t���׳��F�����F�� 3.CBN��Ƭ�m�ϼӹ�����ĸ���䓼���Ӳ��HRC45�����m�ã�������HRC55�����ϸ��齛���m�ϣ���������������dz��������ʯ�ĵڶ�Ӳ�����|���ӹ�����䓲��|��Ӳ��Խ�߃���Խ���@��CBN��Ƭ���ж�N��ʽ�����wʽ�����ӏͺ�ʽ��ͨ��ʽ��Ϳ�ӵ�Ƭ�����к��ӏͺ�ʽCBN��Ƭ�m�Ͼ�܇����䓣��Ե������0.5mm���ϵĴ�܇�ӹ����ɲ����A�����Ƶ����wʽCBN��Ƭ��
����䓼ӹ��y�c������܇��܇�������ʲô��Ƭ��܇�ӹ�����䓵ĵ�Ƭ�������� ���ڲ�ͬ�ĸ����������ӹ����F���y�cҲ����ͬ��������܈݁��ͬ�����������ģ�ߣ�һ�����T��B�Ӷ࣬����Ӳ�ȸ��y�ӹ�֮�⣬�ӹ�����������ɶ���ߵ��������Ǵ�Ե�����܇�r������������F䓰�ɰ��Ӳ�|�c������ĥ�p�죻�ڸ����܈݁���ͼӹ��^���У��вەr�����������Ҳ����Д��m�����_������Ƭ�ױ��С�
�����Ӳ�ȸߣ���̎����ĸ����Ӳ����HRC55���ϣ����m�_��HRC65�������ߣ����߉����̣��ھ�܇�ӹ���Ӳ�ȣ�HRC65-HRC68������䓕r������䓲��|�㲿������՟�̎���ȿױ���׃�Σ����¾�܇�ӹ��ĕr����F���m܇������r�����ߵĉ����̣��p�ĘO��܇�❍�ȟo�����ϣ���܇�в��Д�ӹ�HRC67���ҵĸ���䓕r�����������ضȸߣ�ʹ����ͨ��CBN���w��Ƭ�����н��������^�����ھ�܇�ӹ��r�������❍�Ⱥܿ�׃��Q���l�θߣ����������ٶ��Ժ❍��׃�ã������߉������ͣ��o������ӹ���Ӳ�ȸ�����I���A��Ʒ���аl�ķǽ���ճ�τ�CBN��Ƭ����ĥ�ԺͿ��_�����ܸ�������ʹ�É������L��
�A��Ʒ���m�ϼӹ�����䓵ĵ�Ƭ��̖������������
|
||||||||||||||||||||
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |