| ���b܇�gȫ�Ԅ�ʽ�L�������b�乤ˇ��������Q���� �ǘ�ӆ�� |
 |
�r�� Ԫ(�����) | �a�أ����� |
| ������ӆ����1�_ | �l؛�أ����� | |
| �ϼܕr�g��2018-01-08 09:16:28 | �g�[����181 | |
��������ӘI���Q����؟�ι�˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ����w���̑� | |
| �����ИI�����z/�c�z/���z�O�� | ��Ҫ�͑����Cе�S�� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:��ѩ () | �֙C:18001130811 |
�Ԓ: |
����: |
| �]��:1823139454@qq.com | ��ַ:�����в�ƽ�^�����������7̖�������@���ʸ�18̖ |
|
ǰ���L����������܇�����ܷ��Ե�����Ҫ�IJ���֮һ���L���������b��ֱ��Ӱ�����܇�ķ�©ˮ��������Ʒ�|���M��Ӱ��Ñ����Ј����aƷ�Ŀ��^�u�r������ᘌ�ȫ�Ԅ�ʽ�L�������b����O�����c����ˇ�M���˷������U����ҕ�X�����L�������Ԅ��b��ļ��g���ü����c�� ������¡�Ƽ�������˾����Ҫ�aƷ�����՞�C��������Ϳ�b�������I�C���ˑ��ü������b�䡢Ϳ�b�Ԅӻ����a����������ϵ�У��Խ�ŵͶ˄ڄ����������к������h���錧���Թ��I�C���˼��ɑ��Þ���A�����ИI���õĂ��Ի��������ƞ���ģ��I���I�����3C�aƷ����܇�㲿���ȱ���̎�����ع���܊�������ա�����Դ���ИI���aƷ���������I�C���ˇ�Ϳ���a�����Ԅ�Ϳ�b���a����ȫ�Ԅ��cͿ�z�C����, �Ԅ������ϙC���� �ԄӲ����cͿ�z�C���ˣ��Ԅ��i栽z�C���ˣ��Ԅ������ϙC���ˡ� CCDҕ�X��λ�i栽z�C,���I�C����������C���˹��b���A�ߣ���ӊA�ߣ���ӹ��b�����ģ�ߣ��b��A�ߣ��b�俨�ߵȡ����g��ԃ��18001130868 18001197956 ���y�b�乤ˇ �L���������b������һ��飺��������ϴ����Ϳ�����ɡ�Ϳ�z���b�䡣 ���y�b�乤ˇ����ϴ����Ϳ��Ϳ�z�����˹��M�С����������õĵ�ͿҺ����ԭ�Ϟ�ۮ�����֬���������ˆT��һ���Ķ���;��Ϳ��ɺ���Ҫ�M�����ɣ���s��Ҫ2��5?min;������Ϳ�z���b������15?min����ɣ���t�����z��ʧЧ����܇�ķ�©ˮ���ܕ�����ۿۡ� ���y�b�乤ˇЧ�ʵ͡��ڄӏ��ȴ����b�侫��(���|��)��@�N��ʽ���H����ˆT�ɱ����ӣ�������ͨ�^���꾀�r���׳��F܇�v©ˮ��С���ʆ��}�� ȫ�Ԅ�ʽ�L������Ϳ�z���b�乤ˇ ȫ�Ԅ�ʽ�L������Ϳ�z���b��ĵ�Ϳ��Ϳ�z���b������ÙC���ˌ��F��ˇ���������b�乤ˇ�������Mˮƽ��ҕ�X����ϵ�y�����Fȫ�̟o�˻����Ԅӻ��� 1.�Ԅӵ�Ϳ��ˇ ȫ�Ԅӵ�Ϳ��ˇ�����ÙC���ˣ����������ՙC���˵�����܉�E�c�̶���Ϳ�^���|�����F���O��(Ҋ�D1)��Ҫ���������_���C���ˡ���Ϳ�b�ü������^�ȡ��˷N�O�������c�ǿ��Ա����ˆT�c��Ϳ�Ľ��|����һ�����ǿ��Ԍ��F�c��һ�����Ϳ�z܉�E�M��ƥ�䣬���C��Ϳ�c�����z��ƥ�侫�ȡ�
��Ϳ��ˇ���Fȫ�Ԅӻ���Ҫ�M�㲻ͬ܇�͵Ļ쾀���a����ݔ�;��������_���OӋǡǡ�nj��F���Ի����a����ѷ�ʽ�������_�b�ò��H���Ԍ������[������ߙC����ץȡ���ȣ�߀�������Â������R�e��Ҫ�M�е�Ϳ�IJ�����̖���Ķ������o�C���ˣ��C���˸����õ��IJ�����̖��Ϣ��ƥ�������ĵ�Ϳ܉�E�����䏈���f��ֻҪ�������������Ӳ���M�����ƣ����O����ԝM���κ�܇�͵ĵ�Ϳ���� 2.�Ԅ�Ϳ�z��ˇ �������a���ĵ�Ҫ�C�����Ԅ�Ϳ�z������õęC�����c��Ϳ�ęC�����Ƿ��_�ġ��O��(Ҋ�D2)��Ҫ�����C���ˡ������_��Ϳ�z�ú̶�ʽͿ�z���ȡ�
Ϳ�z�õ��b�ÿ��Ը������õIJ����z���Ի��߹�ˇ�����O��0��65��ļӟ�ͱ��ؿ��ƣ��Ķ����õ���ϵ�Ϳ���ճ�N���ܡ�Ϳ�z�ÿɲ��ö����o��ϵ�y�������ŷ�늄әC������푑��x�������Ƴ��z�ٶȣ��������������_��30?L/min���z��̎�O���z�͙z�y�b�ã����C�z�͝M�㹤ˇҪ��ߴ磬����ʹ�C����Ϳ�z�����܉�����ڡ�1?mm�ԃȣ��܉��D�����ӿ�̎���z܉�E�M�и�����Ŀ��ơ� 3.�ԄӰ��b��ˇ �L�������ԄӰ��b��ˇ������ҕ�Xϵ�y�Ĕz܇��λ�ã��Y�ϲ���λ�ÿ��ƙC�����M���Ԅ��b�䌍�F�ġ������O��(Ҋ�D3)��Ҫ�ɼ���z���^������ϵ�y���C���˺Ͷ�λ�b�õȘ��ɡ��˹�λ������Ҫ���܇�����M�ж�λ��̎���oֹ��B��
�ԄӰ��b����Ҫ��ˇ���̞飺܇��ݔ�͵�λ����λ�b���M�ж�λ��ҕ�X����܇����ҕ�X���ղ�����ҕ�X�����C���˰��b�� �˹�ˇ���y�c������α��C��K�İ��b���ȣ����Բ���һ���ɶ����z���^�M�ɵ�ҕ�Xϵ�y���քe��܇����B��������B�M�д_�J������������ԭ���M��ƥ�䣬Ӌ���܇���c�������������gλ�ã�����K�����C�����M�а��b�� �ɴ˿�Ҋ��ҕ�X�������g�nj��F�����Ԅ��b��ĺ��ġ� (1)����ϵ�Ľ���ԭ�� ���IJ��á�3-2-1����λԭ�t(Ҋ�D4)�M���U��������Ҫ��ȫ��λһ�����wλ�Õr���茦��6�����ɶ��M����������3-2-1����λԭ�t���ε��v������ͨ�^����3���c��Z���������M�ϳ��������������ԓ���w��Z���λ�ú����D��Ȼ������كɂ��c��Y���������M�ϳ�����ֱ������ԓ���w��Y��λ�ú����D�����ͨ�^����һ���c��X�����ˁ���K�_�����w��X���ƽ�ƣ��Ķ��_��һ�����w��λ�õĶ�λ������
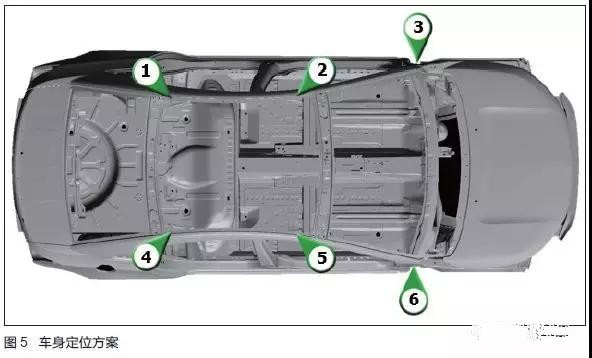
���ȣ��҂����ؘʰ�܇���������g����ϵ���Դ˔�������ʣ����á�3-2-1��ԭ�t�@�Ì��H܇���������Ļ���λ�Ô����������㷨���õ��F���c����Փλ�������ڵ�ƫ����Ѵ�ƫ���D����C��������ϵ��ƫ��ֵ���ݔ�o�C���ˁ팍�F�������b�����O�����Ę˜ʰ�܇�����˞�(X��Y��Z)�� (2)�b�䔵���y��(Ҋ�D5)
��ͨ�^�y��܇���ϡ�2������3������5���͡�6���@4���c���Դ_��һ��Z���棬Ҳ���ǡ�3-2-1����λԭ�t���еġ�3���� ��ͨ�^܇���ϡ�3������6�������c�͡�2������5�������c���Դ_��һ�l��X���ֱ����Ҳ���ǡ�3-2-1����λԭ�t���еġ�2���� ��ͨ�^܇���ϡ�1������4�������c���Դ_��܇��X��Ҳ���ǡ�3-2-1����λԭ�t�еġ�1���� ͨ�^���ώׂ��c�����˴_�J�����Եõ�܇���������ڿ��g����ϵ�Č��H����λ��(X1��Y1��Z1)�� (3)�L��������λ����(Ҋ�D6)
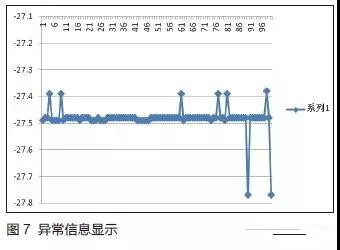
��ͨ�^�y�������ϡ�1������2������4���͡�5���@4���c���Դ_��һ��Z���棬Ҳ���ǡ�3-2-1����λԭ�t�еġ�3���� ��ͨ�^�����ϡ�1������4�������c�͡�2������5�������c���Դ_��һ�l��X���ֱ����Ҳ���ǡ�3-2-1����λԭ�t�еġ�2���� ��ͨ�^�����ϡ�3������6�������c���Դ_����w��X��Ҳ���ǡ�3-2-1����λԭ�t�еġ�1���� ͨ�^���ώ��c�Ĝy����ͬ�ӵõ���ճ�N���L�������������ڿ��g����ϵ�Č��H����λ��(X2��Y2��Z2)�� (4)�Ԅ��b��Č��F �ԄӰ��b�O��İ��b���Ȟ��0.8?mm�r��Ҳ����ͬ�r�M��X1-X��0.8��Y1-Y��0.8�Լ�Z1-Z��0.8����r�£��C���˲��п��܌�����ճ�N��܇���ϡ� �������l���M�����r�£�ҕ�X�������õ�܇�팍�H���g������Ϣ��������ҕ�X��������ҕ�X�����������Ĕz��ճ�N���������������Ķ��õ���������(X2��Y2��Z2)��ҕ�X������ͬ�ӕ���(X2��Y2��Z2)�Ĕ�ֵ�cƫ��ֵ0.8?mm�M�бȌ����ڴ˷����ȵ�Ԓ����ͨ�^Ӌ��(X1��Y1��Z1)�c(X2��Y2��Z2)�Ŀ��g���˲�ֵ�������C���˵��b������� ���(X1��Y1��Z1)��(X2��Y2��Z2)�����O�����b���ȷ���0.8?mm���t����ҕ�X����ϵ�y�е��@ʾ�����@ʾ��ֹͣ�b��������˕r����Ҫ���g�ˆT��܇�����ȡ�����������������ֹͣ��B�Ȇ��}�M����Ϣ(Ҋ�D7)�_�J��
(5)�Ԅ��b�����ϵ�y ���е��b����Ϣ�Ľ��������ɹ�λPLC���C���˿��ƺ�ҕ�X�����������挍�F(Ҋ�D8)��
PLC�cҕ�X����֮�g����TCP��Ϣ���������F���_15�N��Ϣ�Ĵ_�J���������У��Ķ����F܇����Ϣ�Ľ�����܇����B����Ϣ����;ҕ�X�����c�C���˿���ͬ�Ӳ���TCP��ʽ�M����Ϣ������ͨ�^ҕ�X������������λ�Ô�����ҕ�X�����M�Д����Ȍ������C�����M����Ϣ���f���Ķ����ƙC���˵��Ԅ��b��;PLC�c�C���˿���֮�g�t����Profinet��ʽ�M����Ϣ����������Ҫ���ǣ��C����ͨ�^���B�Ӵ_�J�C�����M�뾀�w�İ�ȫ��B�� ҕ�X�����c܇�g����W���B���nj��Fճ�N�����ݵ���Ҫ�h��������ճ�N������Ӌ�㼰̎�����ɴ�ͨ���ς���MESϵ�y�M��ӛ䛱��档 ����Ӱ��Ԅ��b������� 1.�ع�ȴ��ڲ ܇���ɫ��ͬ��ҕ�Xϵ�y���ع��ͬ�Ӵ��ڲ���˔����ǰ��b�����O������Ҫ�˜�֮һ�� 2.�ړ� ҕ�X�Ĕz�^��������ڹ⎧�M���ړ����ų�ꖹ⡢�҃����������،�ҕ�X�Ĕz�|���ĸɔ_�����ҕ�Xϵ�y����ͬ�ɫ��܇�����Ĕz���ȡ� 3.������C ����ʽͶ�aʹ��֮ǰ����Ҫ�����Ĕ����M����C��Ҫᘌ���ͬ܇�ͣ��xȡ܇������ѵ�ҕ�X�Ĕzλ�ü�������λ�ã����C�Ĕz��ƫ�����O��ֵ�����ȡ� �Y�Z �L�������Ԅ�Ϳ�z���b�乤ˇ��Ŀǰ�ИI�ȵ�ǰ�ؼ��g��������ճ�N�ɿ��ԣ����F�aƷ�b�䔵���ݡ�ԓ���g�����ҹ�˾�õ������C���������܇��I�Įa�ܣ���Q���ˆT�ڄӏ��ȴ�ճ�N���ȟo�����C�Ć��}������܇��I���ܻ������ֻ��������S��Ҏ���ṩ�˽��b�ͅ����� |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |